Les options de fabrication du métal contre l'estampage du métal
Les pièces en tôle peuvent être produites par de nombreux procédés. Les deux grandes méthodes sont l’emboutissage et la fabrication du métal. Pour comprendre où chacun entre en jeu, vous devez d’abord comprendre ce que chacun est et quelles sont les différences.
Fabrication de métal
Les pièces fabriquées à partir du métal en feuille sont celles qui sont généralement produites sans utiliser de matrice d’estampage en métal (parfois appelée «outillage dur»), mais utilisent à la place un équipement dédié ou spécialisé. Dans sa forme de technologie la plus simple et la plus basse, un tel équipement comprendrait des cisailles, des outils modulaires tels que le Pierce-All® à cadre en C pour percer des trous, des fentes, etc., et de plieuses pour effectuer le pliage.

En remontant la chaîne des technologies modernes à l’extrémité opposée du spectre, la plupart de celles-ci seraient remplacées par des poinçonneuses à commande numérique (souvent appelées «Strippit»), des lasers à commande numérique ou des machines combinées Poinçon / Laser aussi à commande numérique, suivi de pliage au besoin, à l’aide de plieuses CNC.

Laser à Commande Numérique

Machines combinées Poinçon/Laser à Commande Numérique

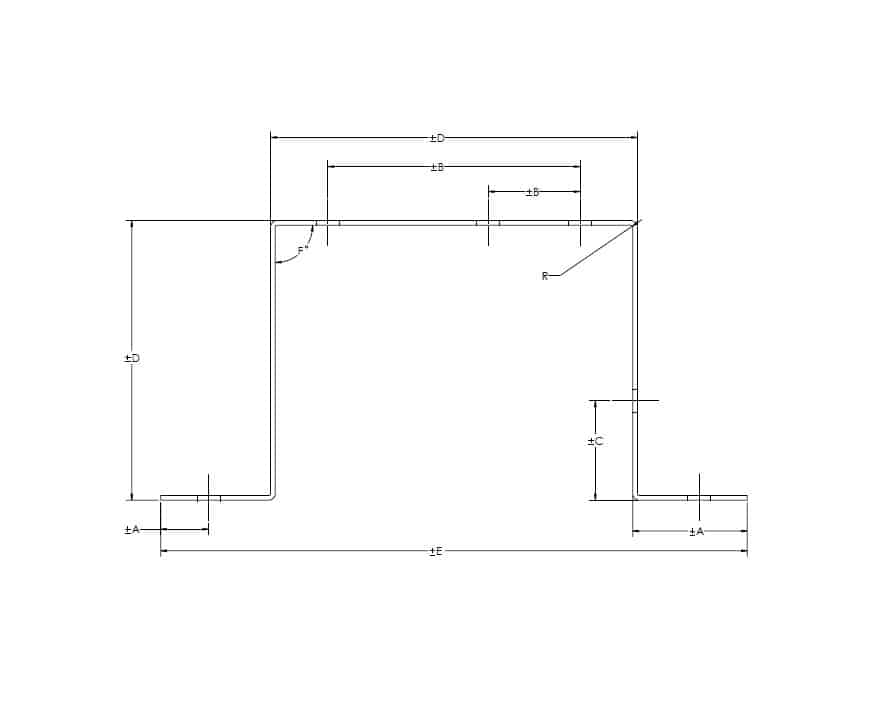
Plieuse à Commande Numérique
Les feuilles entières seraient placées sur une machine laser à commande numérique où la plupart des trous et des fentes seraient poinçonnés ou coupés, ou sur une poinçonneuse à commande numérique, où ces mêmes fonctions pourraient être poinçonnées ou coupées, ainsi que des ouvertures défonçables, formage peu profond* et parfois un taraudage pourrait potentiellement être fait, et tout le périmètre de la pièce poinçonné ou coupé de la feuille. Certains outils peuvent être nécessaires à l’aide de ces processus pour des tailles, des profils ou des formes de trous spécifiques, mais ce n’est généralement pas trop cher, allant de 50 à 150 $ pour un simple poinçon et sa matrice qui va de pair, à peut-être 1500 à 2000 $ pour des outils de formage complexes.
*Comme les extrusions, rebords, persiennes et autres formage peu profonds, dont les hauteurs sont limitées par les spécifications de chaque machine.
Un laser CNC ne peut que découper, mais il peut aussi découper des formes complexes en raison de l’absence d’outillage, ainsi que des découpes de grande taille, qui pourraient autrement nécessiter des forces de poinçonnage (tonnage) dépassant les capacités de la poinçonneuse CNC.
Une machine combinée CNC Poinçon / Laser peut atteindre les deux objectifs ci-dessus; trous percés, éléments formés. Les pièces entièrement percées et coupées seraient ensuite pliées selon les besoins à l’aide d’une presse plieuse à commande numérique, où des butées programmable et mobile, permettent à la pièce d’avoir plusieurs pliages, souvent à différentes hauteurs et angles de pliage pour répondre aux exigences de dessin. Ceux-ci ne nécessitent généralement aucun outillage, ou de l’outillage minimes, tels que petits poinçons et matrice assortis pour le perçage et outillage de presse plieuse mâle et femelle pour le pliage. La plupart des ateliers de fabrication de métaux ont un arsenal pour répondre à une grande variété d‘exigences comme celle-ci, de sorte que le client devra supporter peu ou pas de frais d’outillage.
Les coûts des pièces sont proportionnels au temps nécessaire pour couper les pièces de chaque feuille, à la façon dont elles s’imbriquent dans la feuille (qui établit la quantité de matériau nécessaire pour produire chaque pièce) et si des (ou quelles) opérations secondaires sont nécessaires telles que le pliage, qui se compose principalement de main-d’œuvre.
L’estampage du métal
L’estampage des métaux est généralement effectué à l’aide de presses mécaniques ou hydrauliques de tonnage croissant, et une ou plusieurs matrices d’estampage sont utilisées pour former plusieurs ou toutes les caractéristiques d’une pièce en tôle. Le prix est en fonction de la taille de la pièce, de la complexité et du degré d’achèvement de la pièce que la matrice produira. Les petites pièces qui ne sont pas trop complexes peuvent souvent être entièrement produites (c’est-à-dire sans opérations secondaires ou ultérieures) dans une matrice progressive et ces pieces ont le retour sur investissement le plus court. Les pièces plus grandes impliquent généralement des coûts de matrice plus élevés, qui elles peuvent croître de façon exponentielle avec la complexité des pièces.

Les principaux avantages d’avoir une matrice capable de produire une pièce entière sont que les taux de production sont élevés et, en une seule opération, donc un coût de main-d’œuvre relativement faible. Ceci entraîne un coût unitaire de pièce le plus bas possible, à condition que les volumes puissent justifier/amortir le coût de l’outillage et fournir un retour sur investissement acceptable.