Drawing & Deep Drawing
Drawing is a sheet metal forming process used to create three dimensional forms from a single blank with no overlaps, seams, or other means of the part retaining its formed shape.
A sheet metal blank is radially “drawn” into a forming die or over a rigid post, by a mechanical or hydraulic press into a seamless can, or other shape, e.g. sinks, gas tanks, housings for engine oil filters, and pots and pans.
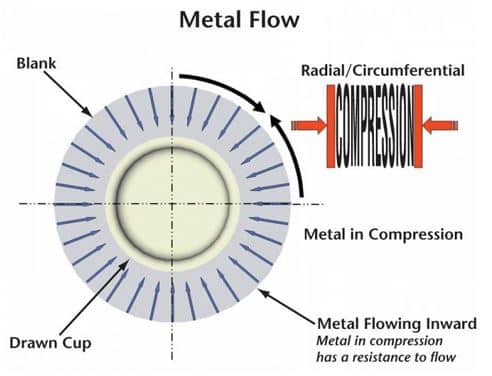
Either a pre-cut round blank is placed in the draw die, or coil is fed through a compound draw die, and the required round blanked at the very instant before drawing begins. The blank diameter is pre-determined by calculation and /or experimentation. The blank’s flange region, the outer area of the blank (exclusive of the draw opening) experiences a radial drawing stress and a tangential compressive stress due to the material retention properties.
Imagine the part being drawn as the hub of a bicycle wheel and the spokes representing the forces being applied to the flange as the drawing takes place, as shown in the image below. Unrestrained, these compressive stresses would result in what is known as “flange wrinkles”. These can be prevented by using a blank holder, the function of which is to control material flow as the part is drawn.
Please watch the video below to know more about Draw and Deep Draw.
![]() Please click here to watch more Tripar’s videos on our YouTube channel.
Please click here to watch more Tripar’s videos on our YouTube channel.
Other operations such as punching and flange trimming can sometimes be combined with the drawing process.
Deep Drawing Process

Where the height of the part approaches or exceeds its diameter or minimum part width, the process is known as deep drawing. This is achieved by redrawing the part through a series of dies or “redraw” operations, whereby material is taken from the top, and reformed and slightly stretched to provide the additional depth required (shown in 0:17 -0:37 in Draw and Re Draw video above).
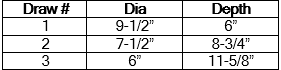 The photos show the re-draws required to make an aluminum shell 6” dia. x 11” high from an 18-1/8” diameter blank.
The photos show the re-draws required to make an aluminum shell 6” dia. x 11” high from an 18-1/8” diameter blank.
Deep Draw metal stamping Materials
Many different metals can be deep drawn. Cold rolled steel, stainless steel, copper, brass, aluminum, and others are possible using the deep drawn stamping process.
The four principle classes of available low-carbon sheet/strip steel are Commercial Steel (CS), Draw Steel (DS), Deep Draw Steel, (DDS), and Extra Deep Draw Steel (EDDS) also referred to as IF or Interstitial Free steel, each of which has increased “draw-ability”, but also at increasing cost.
The following principle factors affect the selection of grade and quality of low-carbon steel sheets and strip for deep drawing.
- Severity of draw as determined by the amount of reduction.
- Thickness of the material.
- Shape of the part (round, rectangular, or conical)
- Flange requirements
- Ironing requirements
- Desired finish
- Grain size
- Press speed
- Availability of material
- Cost
Deep Drawing Presses
A variety of deep draw presses, each of which have different capabilities, are used to produce deep drawn metal stampings.
Either mechanical or hydraulic, the press requires the tonnage or force required to draw the part. Ram speed is another determinant for deciding which tonnage press is most suitable, which must not exceed the draw speed of the material. The press also needs to be equipped with a die cushion which is usually located below the press bed, the purpose of which is to provide pressure on the blank holder in order to control material flow over the die radius; too little pressure can result in wrinkles, while too much pressure can restrict material flow to the point where cracking or tearing occurs.
Deep Drawing Station Types
The deep draw stamping process consists of many smaller individual processes. These can include the following:
- Blanking: Blanking is the process of cutting the initial sheet or coil stock into round or shaped flats required for deep drawing.
- Drawing: Drawing is the process of forming the metal with a punch and die, and is the heart of the deep drawing process. Drawing is often accomplished with a progressively smaller series of dies that reduce the shape and increase depth of the part.
- Blanking and Drawing: Combines the blanking and drawing operations in a compound die.
- Piercing: Piercing is the process of punching holes in the metal stock that are required for the finished part.
- Trimming: In the Trimming process, excess metal that is necessary to draw the part is cut away from the finished part.
When quantities warrant, deep drawn parts are made in a progressive die where the part is carried on a steel web as shown in the photo.

As the material progresses through the die and forming process, the part may receive additional operations such as:
- Beading: Material is displaced to create a larger, or smaller diameter ring of material beyond the original body diameter of a part, often used to create O-ring seats.
- Bottom Piercing: A round or shaped portion of metal is cut from the part.
- Bulging: A portion of the part’s diameter is forced to protrude from the surrounding geometry.
- Coining: Material is displaced to form specific shapes in the part.
- Curling: Metal is rolled under a curling die to create a rolled edge.
- Extruding: After a pilot hole is pierced, a larger diameter punch is pushed through, causing the metal to expand and grow in length.
- Ironing: A process to reduce the wall thickness of parts.
- Necking: A portion of the part is reduced in diameter to less than the major diameter.
- Notching: A notch (round, square, or shaped) is cut into the open end of the part.
- Rib Forming: Involves creating an inward or outward protruding rib.
- Side Piercing: Holes are pierced in the side wall of the drawn part.
- Stamping / Marking: Typically used to put identification or markings on a part.
- Threading: Using a wheel and arbor, threads are formed into a part.
- Trimming: Excess metal that was necessary to draw the part is cut away from the finished part.
Comparison of Drawing & Deep Drawing to Metal Spinning:
Advantages:
- Surface finish: As opposed to metal spinning, which often leaves a poor surface finish containing what is known as “spin marks”, the draw and deep drawing process usually leaves a much finer and consistent finish.
- Precision: Drawn and deep drawn parts typically have less dimensional variation and much tighter part tolerances.
- Shape: Spinning is limited to round shapes, whereas a deep drawn part can be square, rectangular, or a mixture of profiles (e.g. gas tanks), subject of course to the stress & strain limits of the material being used and the desired shape.
- Part cost: Due to the much faster production rates over metal spinning, a drawn part will almost always cost less.
Disadvantages:
- Tooling Cost: Draw dies, depending on their complexity, can become quite costly, the justification of which is based on projected volumes, as well as if/what other alternatives there may be.
Conclusion
Working with a reputable and experienced metal stamper having drawing and deep drawing experience and existing tooling, is your best chance to capitalize on using this process. Remember, the more flexibility you have with your design, the greater the likelihood of reducing the number of redraws required, as well as capitalizing on that manufacturers existing tooling, potentially with minimal tooling modification.
For more information please contact TriparTech@TriparInc.com.