Les conceptions médiocres en tôle ont un effet cumulatif sur les coûts. Et peu importe si vous commandez des pièces une fois ou régulièrement, cela affecte votre résultat net.
En tant que fabricant de métal, nous voyons BEAUCOUP de dessins provenant d’entreprises. Bien que certains aient de bonnes tolérances et suivent des pratiques solides de Conception pour la Fabricabilité (DFM), plusieurs ont des tolérances arbitraires ou irréalistes, ou utilisent strictement des tolérances par défaut, ce qui augmente les coûts et ajoute une complexité inutile au processus de fabrication.
Dans ce guide, nous couvrons les 10 choses à faire et à ne pas faire pour optimiser vos conceptions en tôle en utilisant des principes éprouvés de Conception pour la Fabricabilité (DFM). Les ignorer vous coûte de l’argent. Corrigeons cela maintenant.
1. N'appliquez pas arbitrairement les tables de tolérance par défaut
Il s’agit d’un fondamentale erreur que nous voyons dans de nombreux des modèles de dessin. Par exemple, dans Figure 1a, la plupart des caractéristiques de votre pièce ne nécessitent pas des tolérances aussi serrées.sModifiez donc le tableau comme indiqué dans la figure 1b.

Figure 1a : Tolérances par défaut
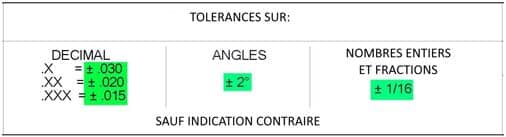
Figure 1b : Tolérances révisées
Il peut arriver que vous devez resserrer les tolérances pour des applications strictes. Si les est est nécessairemais n’oubliez pas que cela entraîne souvent une augmentation des coûts. coûts. Ne vous ne vous inquiétez pas si vos dessins ne contiennent la même table de tolérance par défaut. Il appartient au fabricant de lire et de respecter ces exigences et toutes celles qui y sont mentionnées.
2. N'oubliez pas la tolérance angulaire par défaut dans le même tableau
Il s’agit souvent ANGLES D’ÉTAT ± 1/2⁰ (ou ± 30′). Cela correspond à seulement 0,009″ sur 1″ ! Si votre pièce ne nécessite que ± 1⁰ ou ± 2⁰, veillez à la modifier. Comme indiqué ci-dessus, toute tolérance plus stricte que nécessaire est un facteur de coût potentiel.
3. Ne vous fiez pas aveuglément à la table de tolérance par défaut
En plus de spécifier la tolérance en fonction du nombre de décimales, le même tableau indique presque toujours “SAUF INDICATION CONTRAIRE”. Même si vous avez modifié votre tableau de tolérance par défaut (comme suggéré aux points 1 et 2 ci-dessus), il peut y avoir certaines pièces qui peuvent se permettre de plus grandes tolérances (et qui autrement pourrait être un facteur de coût).
Si oui, remplacer (…INDICATION CONTRAIRE…) de la tolérance par défaut en ajoutant une tolérance plus permissive juste après la dimension. La figure 2a ci-dessous montre une dimension de 2.875, qui, dans le cas du tableau de tolérance par défaut associé, porterait une tolérance de 0.005”. Si dans les faits c’est plus stricte que nécessaire, mais que ça ne peut être en dessous de 2.875, remplacer la tolérance par défaut en ajoutant seulement ce qui est nécessaire; par exemple, la même dimension 2.875, mais avec une tolérance plus large de +0.03/-00, si c’est ce que la pièce et éventuellement l’assemblage exigent.
4. Ne pas dimensionner les points théoriques
Par exemple, 4.21. Essayez plutôt de dimensionner en fonction de caractéristiques physiques facilement mesurables sur la pièce.

Figure 3a

Figure 3b
5. Ne pas dimensionner les caractéristiques qui ne sont pas alignées les unes sur les autres
Par exemple, la figure 4a montre la position relative de deux trous de débouchage. Le fait qu’ils soient décalés dans les deux directions peut compliquer le contrôle en usine par le fabricant. La position relative de deux trous défonçables adjacents est rarement critique, Un schéma de dimensionnement plus simple est illustré dans la figure 4b ci-dessous. Un schéma de dimensionnement plus simple est illustré à la figure 4b ci-dessous, où la position des deux trous est indépendante et référencée à partir du bord qui est adjacents les deux.

Figure 4a : Dimensionnement relatif

Figure 4b : Dimensionnement indépendant
6. Ne pas spécifier une planéité parfaite
La vérité, c’est que rien n’est jamais parfaitement plat. Évitez donc d’exiger une perfection quasi impossible à atteindre en raison des coûts. Essayez plutôt de biaiser votre tolérance de planéité en autorisant un degré de courbure dans une direction, de sorte que la pièce s’aplatisse lors de l’assemblage ou devienne même une caractéristique. Par exemple, les couvercles de boîte de conducteur illustrés ci-dessous sont intentionnellement courbés de sorte qu’une fois que la languette à une extrémité est placée dans une fente de réception de la boîte, le couvercle se « déroule » ou s’aplatit de lui-même jusqu’à ce que l’extrémité libre soit enclenchée et maintenue par un ressort de retenue.
De cette manière, le couvercle est en contact étroit avec les bords supérieurs de la boîte. Installé dans l’autre sens, le couvercle serait courbé et il y aurait un large espace au milieu. Avec une conception intelligente, cela est toutefois impossible car la languette à l’extrémité est décentrée, ce qui oblige à l’orienter avant l’installation, avec la courbure dans la direction voulue.

Figure 5 : Couvercle incurvé s'aplatissant lors de l'installation
7. Tenez compte de la complexité des courbes
Chaque coude ajoute de la complexité, et une dimension et une tolérance qui dépendent de la précision de deux coudes ou plus deviennent de plus en plus difficiles à atteindre. La gestion des tolérances et des dimensions sur plusieurs coudes est vitale pour une précision optimale.
Par exemple, la figure 6a ci-dessous montre un support à étrier (en forme de U) assez haut avec une dimension intérieure et une tolérance de 5″ ± 0,06″ (qui, telle qu’elle est dimensionnée, s’applique sur toute la hauteur de la pièce). La tolérance de ± 0,06 peut sembler généreuse, mais sur une hauteur de 10″, si le bas se trouve à la limite inférieure de cette tolérance (4,94″) et le haut à la limite supérieure (5,06″), il en résulte une différence angulaire par côté de seulement 0,3⁰ !
Pensez plutôt à votre application spécifique. Souvent, l’extrémité supérieure ou « libre » de l’étrier est destinée à fixer un objet qui s’y insère ou qui y est fixé, et les bras doivent alors sembler presque parallèles.

Figure 6a : Dimension arbitraire et tolérance appliquée sur toute la hauteur de l'étrier

Figure 6b : Tolérance stricte appliquée à la zone de pliage, avec une tolérance généreuse pour les bras
Un moyen d’y parvenir à moindre coût est illustré par la figure 6b, qui précise que la dimension de 5″ ± 0,06″ ne s’applique qu’à l’endroit où le rayon de l’extrémité fermée se termine, mais que l’extrémité libre peut être plus généreuse, à 5″ ± 0,25″. Bien sûr, les bras peuvent sembler terriblement non parallèles à la réception du fabricant, mais ils ont plus de chances d’être dans une tolérance beaucoup plus rentable, et pourtant, lorsqu’ils seront assemblés avec ce qui s’adapte aux extrémités libres, ils finiront par être parallèles ! Si vous voulez que la pièce qui s’insère dans les bras ait toujours une pression légère à modérée, biaise la tolérance, tout en la gardant généreuse, par exemple 4,98″ +0,00/-.25″.
Imaginez maintenant un étrier similaire, mais avec deux courbes supplémentaires, comme le montre la figure 7a. Ici, la dimension de l’extrémité supérieure ou « libre » de l’étrier est déterminée par quatre courbes. Il est encore plus difficile d’obtenir une tolérance serrée dans ce cas, et encore plus coûteux si une tolérance arbitraire est donnée sans tenir compte des difficultés de fabrication. Appliquez la même stratégie que celle expliquée ci-dessus pour réduire les coûts sans compromettre l’ensemble de l’assemblage.

Figure 7a : Dimensions et tolérances serrées appliquées uniquement à l'ouverture de l'extrémité libre

Figure 7b : Dans la mesure du possible, des tolérances plus strictes sont appliquées aux zones de pliage, sans tolérance pour l'ouverture de l'extrémité libre.
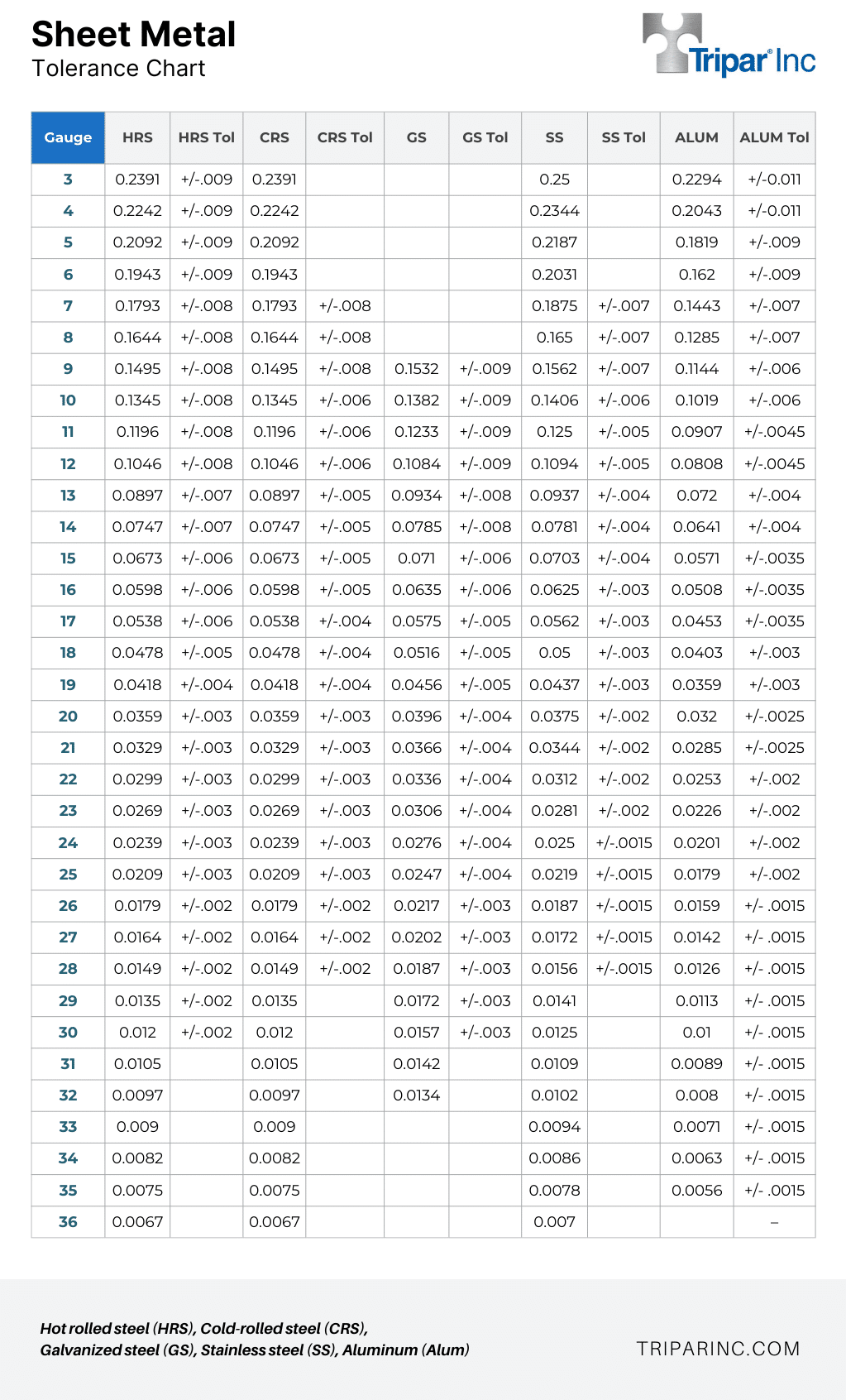
8. Tenir compte des tolérances d'épaisseur des matériaux
Chaque matériau a ses propres tolérances d’épaisseur. Si vous ne tenez pas compte de ces variations subtiles dans vos conceptions de tôle, vous risquez d’être confronté à des imprécisions dimensionnelles coûteuses et à des problèmes d’assemblage.
Par exemple, l’acier laminé à froid (CRS) et l’acier galvanisé peuvent être proposés dans les mêmes calibres, mais ils ont tous deux des tolérances différentes. De même, certains matériaux ne sont pas achetés en calibres, mais en épaisseurs nominales (par exemple, l’aluminium et l’acier inoxydable). Veillez donc à ce que vos conceptions, dessins et tolérances s’alignent sur ces variations de tolérance des matériaux.
Tableau des tolérances de la tôle
9. Concevoir pour les dimensions intérieures
Rappelez-vous que lorsque des pièces en tôle pièces sont pliés ou formés, ils sont généralement « enroulés » autour d’une matrice mâle. Par conséquent, les dimensions doivent correspondre à l’intérieur de ces rayons ou formes, car l’extérieur n’est pas aussi contrôlable, et et est également influencée par la tolérance ou les variations de l’épaisseur du matériau.
10. Faites preuve de souplesse dans la spécification des rayons de courbure.
En offrant une certaine souplesse dans les rayons de cintrage, vous maximisez les chances que votre fabricant puisse utiliser l’outillage existant, ce qui vous évite les coûts initiaux cachés et onéreux des matrices personnalisées. Donnez donc de la latitude lorsque c’est possible.
Par exemple, si vous concevez avec du CRS 16 GA (0,06″) et que vous avez demandé un rayon intérieur de 0,12 (en respectant intelligemment la règle empirique selon laquelle les rayons intérieurs ne doivent jamais être inférieurs à 1,5 fois l’épaisseur du matériau, ou de préférence à 2 fois l’épaisseur du matériau), mais que vous pouvez vous accommoder d’un rayon intérieur allant jusqu’à 0,18″, spécifiez les rayons comme étant de 0,18/0,12″.
Cela augmente les chances que vousr aura des matrices existantes dans cette fourchette. Ne vous inquiétez pas si votre développement plat a été conçu pour un rayon de 0,12″. Si vous r Si le fabricant souhaite utiliser un rayon de 0,18″, c’est à lui de modifier le développement plat pour obtenir la pièce pliée. Après tout, ce que vous achetez est généralement la pièce pliée ou formée, et c’est ce que votre fournisseur doit respecter.
10. BONUS : Vous savez que l'ébavurage augmente les coûts.
Comprenez que toute pièce en tôle (estampée ou fabriquée par CNC), de par sa nature même, présentera des arêtes légèrement vives et de petites bavures. Spécifier « LES PIÈCES DOIVENT ÊTRE EXEMPTES DE BOURRURES » ou, pire encore, « ÉBURINER ET BRISER TOUS LES BORDURES COURANTES », fera grimper vos coûts.
Hl est normal d’avoir de petites bavures. C’est la raison pour laquelle les fabricants de tôles indiquent souvent sur leur devis que « la pièce est fournie dans son état d’origine ». Si cela pose un problème, il appartient à l’équipementier d’en discuter avec ses fournisseurs.
Si cela est absolument nécessaire, il existe des moyens d’y parvenir, mais à un coût plus élevé. Petites pièces non soumises à des déformations permanentes sous l’effet de charges légères peut être en mesure d’être ébarbées ou finies par vibration. Cela peut adoucir les bords extérieurs de la pièce, mais en fonction du processus d’ébavurage et du support utilisé, il se peut que l’ébavurage ne soit pas possible dans les angles serrés ou dans les petits trous et découpes. Les pièces plus grandes et plus fragiles peuvent nécessiter un passage dans un timeaver (pièce passée dans un sandwich de deux larges bandes abrasives plates), ou une manipulation manuelle pour ébavurer les bords contre une bande ou une roue abrasive. Cependant, toutes ces opérations ( ) constituent des étapes supplémentaires, augmentent les coûts et peuvent affecter ou modifier l’état de surface de manière imprévisible et souvent non reproductible.
En conclusion
N’oubliez pas que le fait de vous fier aux tolérances par défaut d’un dessin peut vous faire gagner du temps lors de la conception, mais que si les résultats sont supérieurs aux tolérances, vous risquez de perdre du temps. (ou de mauvaise tolérance), il se peut qu’il ne fonctionne pas dans votre assemblage. Et bien que vous puissiez réaliser des économies initiales en réduisant le temps de conception, elles peuvent facilement être annulées par les éléments suivants récurrentes les coûts des pièces récurrentes, pour lesquelles il peut y avoir des milliers, des dizaines de milliers ou des centaines de milliers de pièces produites sur plusieurs années.
Pensez à l’utilisation finale de vos pièces, en les dimensionnant et en les tolérançant de manière appropriée. N’oubliez pas que des tolérances importantes ne sont PAS synonymes de mauvaise qualité. En fait, une pièce bien dimensionnée et correctement tolérée est synonyme de qualité car elle produit la pièce dont vous avez besoin pour l’application, ni plus ni moins, tout en ayant le plus grand potentiel d’économie sur les coûts unitaires.
Enfin, c’est vous, l’équipementier, qui savez comment chaque pièce est utilisée dans votre assemblage, et vous êtes donc le mieux placé pour consacrer du temps et de l’attention au tolérancement. Si vous n’êtes pas sûr de vous, confiez votre assemblage à un fabricant de confiance. S’il est compétent, il repérera immédiatement les facteurs de coût et vous conseillera d’apporter les modifications appropriées.