If you’re looking for rock bottom prices on sheet metal components, thankfully there’s progressive die stamping. It can produce millions of parts at scale.
Keep reading to learn about progressive die stamping and how it works.
Contents
What is progressive die stamping?
Progressive die stamping is a manufacturing process that produces complex metal parts from a single die setup. It’s called “progressive” because the metal strip progresses through the die into a series of stations, each performing a specific task that gradually forms the part, until it reaches its final completed shape.
This process is ideal for mid to high volume production because it combines multiple steps into a single automated operation. Unlike traditional stamping methods that require separate setups for each task, progressive stamping streamlines production, enhancing consistency, quality, speed, and lowers costs. It’s often used across automotive, electronics, lighting, HVAC, and consumer goods to mass-produce metal parts and products.
What is a progressive die?
A progressive die is a custom tool used in metal stamping. Each station performs a specific task like cutting, bending, forming or a myriad of other operations or features as the metal strip moves through the die. This continuous process drastically reduces labor costs, increases efficiency and ensures repeatable quality.
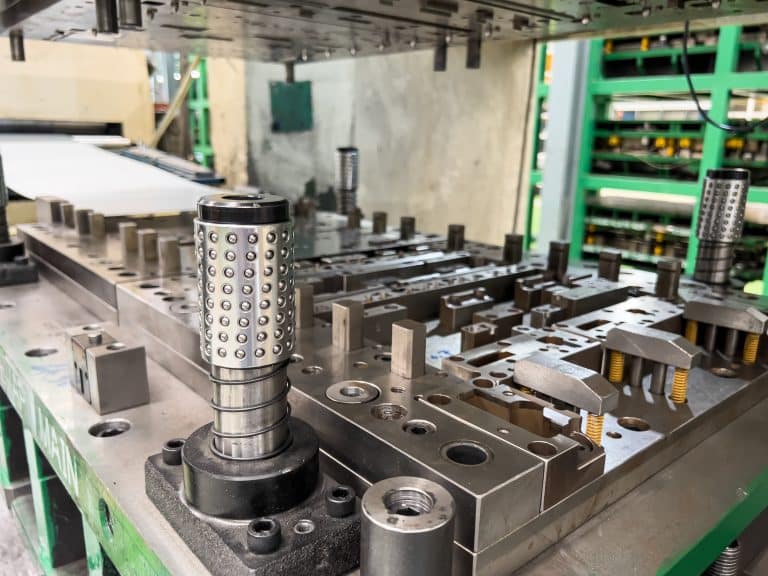
A typical progressive die setup
How does progressive stamping work?
- A metal coil (steel, aluminum, copper, etc.) feeds into a stamping press.
- The metal strip moves through a progressive die with multiple stations, at a very precise increment, also known as the die pitch.
- Each station performs a specific cutting, bending, forming or other operation, even tapping.
- By the final station, the finished part is separated from the strip.
- The remaining material is discarded and recycled.
- Thus, once the cycle has started, one (or more) finished parts come out of the die with every stroke of the stamping press.
With presses operating anywhere from 25 to 200 strokes per minute (or more), it’s easy to see how this automated process makes progressive die stamping ideal for mid to high-volume production with repeatable tolerances. See example below.
A client saved $375,000 annually on this part
Types of dies for metal stamping
Here are the types of dies in order of complexity.
1. Single dies
- Performs one operation per cycle (e.g., cutting, bending, forming, each done in separate dies.)
- Slowest method, used for low-volume or prototype production.
2. Compound dies
- Performs multiple operations in one press stroke (e.g., cutting and forming simultaneously).
- Best for simple, flat parts needing high accuracy.
3. Progressive dies (most common)
- Uses multiple sequential stations.
- Efficient for mid to high volume production.
- Low labor costs due to automation.
4. Transfer dies
- Moves individual parts from station to station (unlike progressive dies, which keep the strip intact).
- Better for deeper forming operations like deep drawing
Top benefits of progressive stamping
- Low unit costs– Reduces manual labor and speeds up production.
- High precision – Consistent repeatability quality with tight tolerances.
- Minimal waste – Optimized material usage reduces scrap.
- Fast lead times – Ideal for OEMs needing thousands to millions of parts annually.
- Versatile – Used across automotive, HVAC, electronics, lighting industries, consumer goods, and more.
Common applications for progressive stamping
- Automotive – Brackets, fasteners, connectors.
- Electronics – Battery contacts, enclosures, connectors.
- HVAC – Brackets, housings, ventilation parts.
- Lighting – IC boxes, bar hangers, plaster frames.
- Consumer Products – Appliances, brackets, encasings, etc.
Progressive die stamping costs & ROI
Progressive die stamping can significantly reduce your per-unit costs often by 30%–80% (or more) when compared to CNC fabrication processes. Its efficiency comes from building a custom die that performs all production operations with minimal labor.
There is no hard and fast rule at which annual volumes have a solid ROI for a progressive die; it depends on part size, complexity, and geometry. Tooling costs can be under $10,000 for small parts (under 5 sq.in.) to $20,000, $50,000, $100,000 or more for large complex designs.
Most OEMs can recoup their tooling costs within 6 to 18 months, sometimes less. It’s not uncommon for manufacturers to save $50,000 to $500,000 annually on their parts (or more) when switching over from CNC fabrication to metal stamping.
How much does a progressive die cost?
The cost of a progressive die ranges from $10,000 to $200,000 (or more) depending on the part size, complexity, geometry, features, and requirements.
If you have stable parts and growing volumes, your part may be good candidates. Happy to review your parts for free.
Drawbacks of progressive stamping
- Initial die cost – Requires somewhat of a significant upfront tooling investment.
- Not ideal for low volumes – Although CNC laser cutting and punching is more cost-effective for small to mid volume production runs, smaller components that can’t be handled safely must be manufactured by stamping operations.
- Limited to certain part geometries – Very complex 3D shapes may require other manufacturing processes.
Conclusion
Progressive die stamping offers unmatched quality, efficiency and scalability – making it a preferred method of fabrication for many industries. If you’re looking to streamline the production of your metal components, Tripar is here to help.