

*Like our other Airtight Junction Boxes, this may be coupled/stacked together for volume expansion; please click here.
To obtain more information please contact our Sales Team at Sales@TriparInc.com.
*Like our other Airtight Junction Boxes, this may be coupled/stacked together for volume expansion; please click here.
To obtain more information please contact our Sales Team at Sales@TriparInc.com.
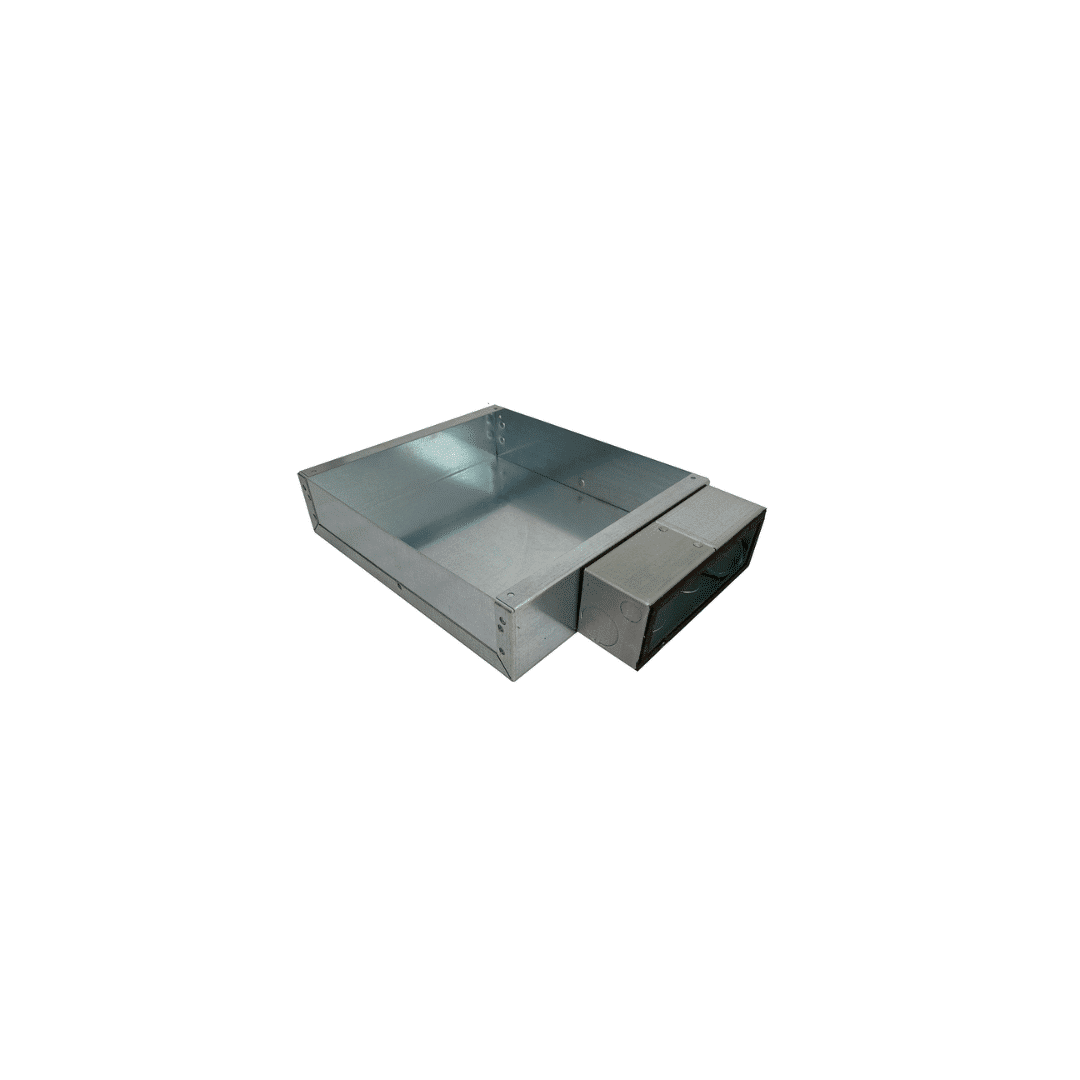
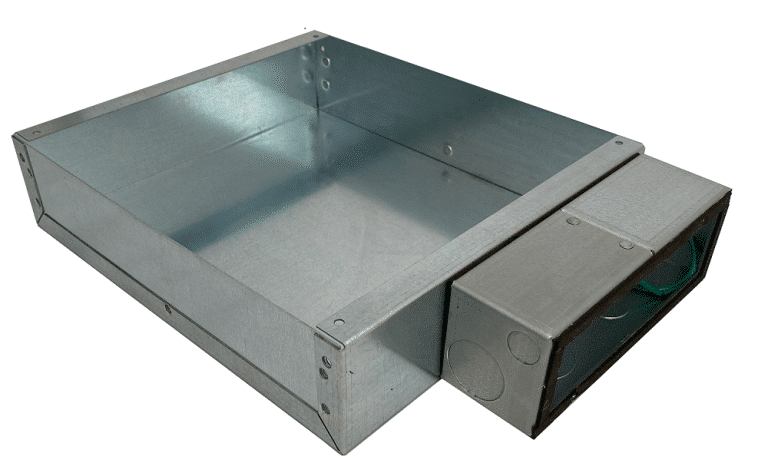

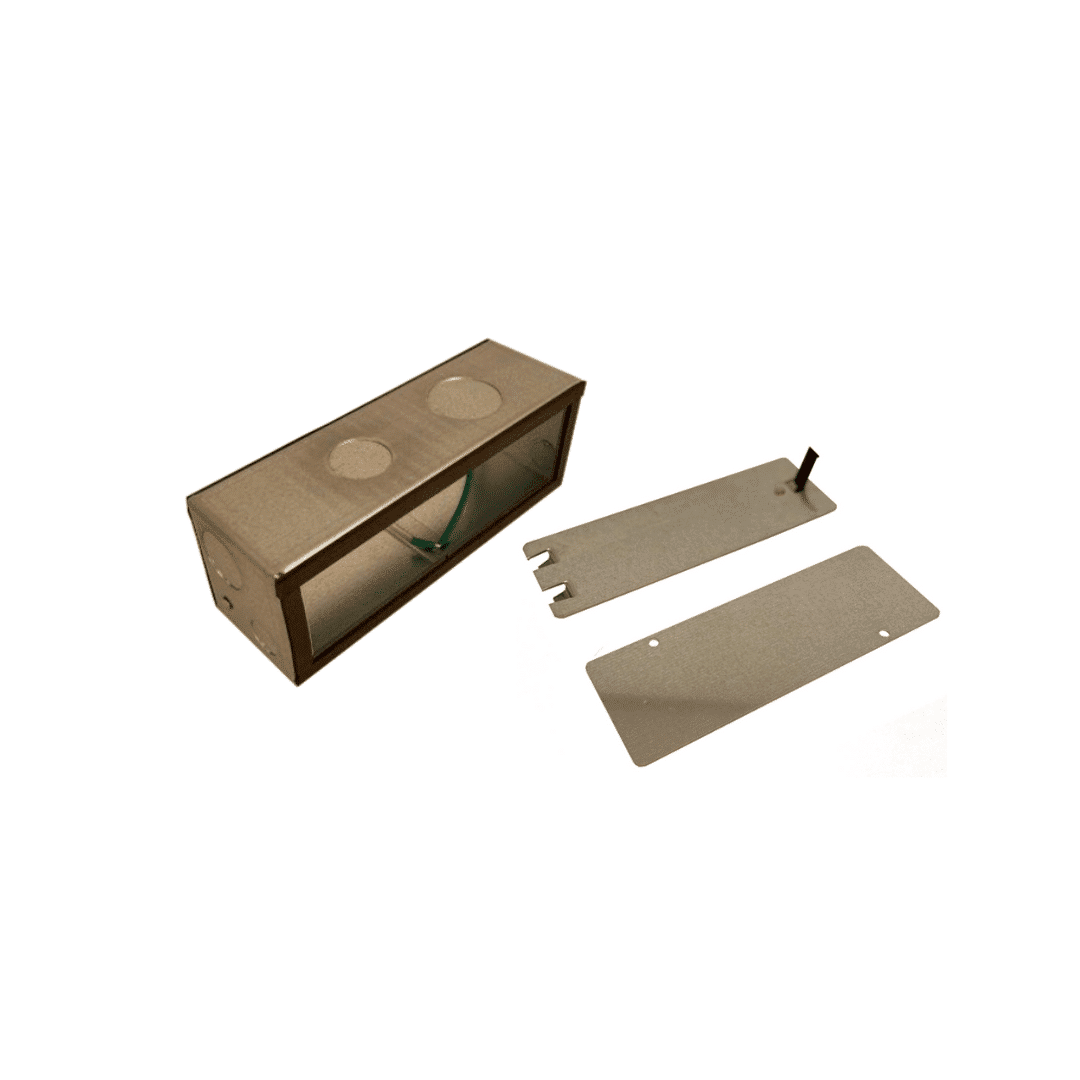
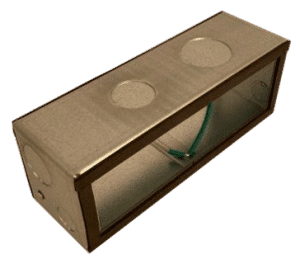
1 In May 2019, we introduced our Small Ultra Shallow I.C. Box (3-1/2” tall), available in both Chicago Plenum, and Ultra-Airtight versions; please click here. These contain our standard airtight Junction Box (1281-92-1, measuring 3-3/16” tall x 4-7/8” wide).
2 Like our other Airtight Junction Boxes, this may be coupled/stacked together for volume expansion; please click here.
To obtain more information please contact our Sales Team at Sales@TriparInc.com.